In this speaker series, we hear from Stewart Mitchell, EVP and Site Head at our Deeside site, Stephanie Johnson, Principal Development Scientist, and Paulius Milasauskas, Senior QC Analytical Scientist, where they will be discussing a case study on phase one ADC development and manufacturing.
Welcome to our speaker series on “Phase one ADC development and manufacturing”. My name is Emily Hardcastle, Senior Marketing Manager here at Sterling. Today I am joined by Stewart Mitchell, EVP and Site Head at our Deeside, Wales facility, Stephanie Johnson, Principal Development Scientist, and Paulius Milasauskas, Senior QC Analytical Scientist. I will now hand over to Stewart Mitchell, who will introduce today’s topic and give us some insight into Sterling’s Deeside facility.
Thanks very much for the introduction, Emily. My name is Stewart Mitchell. I’m the Site Head at the Sterling Deeside facility in North Wales, and today I’m going to be presenting to you on this webinar, a phase one ADC development and manufacturing case study.
So the structure of this seminar overview is Sterling Pharma Solutions entry into the ADC field, to give you a little bit of background of the facility and the business and the site and the people we have here, and then we’ll quickly get into a technical presentation around the approaches to process development which will be done by Stephanie and then that will be followed by the analytical development and validation around the project, and that will be delivered by Paulius, and then I shall round up this seminar with the next steps for Sterling into the ADC field.
First of all, I’d like to introduce to you who Sterling are. They’re actually a global CDMO company with sites in the UK and in the USA. It’s best known for its small molecule business in pharmaceuticals, and it’s been expanding rapidly over the last number of years via acquisition and growth.
We are located, the ADC business, in Deeside in Wales. We also have a large API facility in Germantown, Wisconsin in the US, and the smaller early phase development facility and clinical manufacturer of APIs in Cary, North Carolina, and the Dudley facility which is in the north of England.
Deeside was acquired in the April of 2021 by Sterling, we are also in the process of acquiring the Ringaskiddy site from Novartis and that is currently on going at the moment, and that should become part of Sterling in 2023.
Now why acquire the ADC business when Sterling is an API expert company? Well, they identified a high growth opportunity and need for more capacity in the high potency biologics contract manufacturing space, and they saw what was ADC Bio as an ideal opportunity to bring their funding and expertise into the space to allow the business to grow.
A little bit about the background, so the business was owned by ADC Bio, which was an SME formed in 2011. This team has had expertise in proof of concept, materials, and low milligram scale, generation of development material up to in vivo grade milligram to gram scale, extensive experience in process analytical development and manufacture of tox batches. This has all been done under non-GMP conditions and, as I said earlier, formed in 2011 so a wealth of experience in that group. A few years ago, they moved into this facility, you see pictured there, in Deeside, North Wales. This was built from a blank canvas to a state-of-the-art facility which houses process development labs, QC, warehousing, and also a new GMP facility. So, since the acquisition by Sterling, we have been recruiting to be able and competent to manufacture GMP material for the clinic.
One thing that we wanted to do is ensure that our systems were tested effectively, that we would be trained and competent in this space for the new staff and the new facility and serve two main purposes. One purpose was to ensure that we demonstrate technical and GMP competence to clients, primarily to ensure that we minimise risk and de-risked clients coming to us to manufacture GMP material. The second main reason was for us to demonstrate to the licensing authorities that we were competent, and to generate data for the license application.
We have currently submitted to the MHRA for an MIA IMP license, and we are currently awaiting audit and approval for that, which we would expect later this year in 2022 or early 2023. So, what we did to do that was to fund and build together an exemplar project and we pulled together a program of work which manufactured three GMP drug substance batches for phase one clinical studies. Now the “phase one” is in apostrophes because it won’t actually go into humans, it’s to put together an open book exemplar project that we can show both to clients and to the regulatory authorities.
Here are the exemplar project timelines as I said earlier if you look down to the bottom right there, we’re expecting to have an MIA IMP license audit later this year and awarded soon after. For the last 12 months we pulled together the scope and the project award, although that project award was internal of course, we spent the first three months doing process development, lab scale batches, be prepared for tox batches, and manufacture two tox batches after about five months into the project. During this period of time, we obviously did analytical method development against this ADC project over around about seven months, and qualified analytical methods and qualified the equipment as well. The number of which we’d obviously bought and installed into the new QC labs. During that time, in parallel, we prepared for the GMP manufacture, and we initiated that GMP manufacture earlier this year and we’ve successfully manufactured three GMP bulk drug substance batches and have subsequently analysed and QP released these. These are now held on site with all the information surrounding that manufacture, and we look forward to discussing this with future clients to demonstrate, as I said, competence and capability for GMP manufacture.
Now I’m going to hand you over to Stephanie, who will go through the process development and then Paulius who will go through the analytical. Without further ado, I’ll hand you over to Stephanie.
I’m Stephanie Johnson, I am a Principal Scientist within the process development team here at Sterling. I have 11 years’ experience within the ADC field and joined ADC Bio, now Sterling, in 2011 straight after university on completion of my PhD. I’d like to present some of the work performed by the process development team on this project.
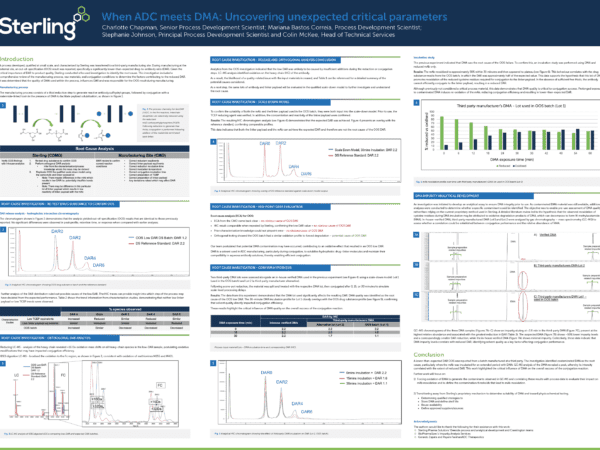
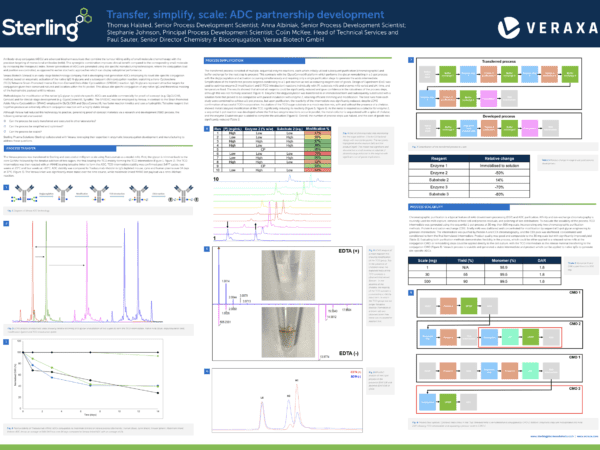
The aim of the project was to develop a robust and scalable process for the manufacture of an ADC consisting of a CD25 targeted antibody, HuMax-TAC,conjugated with vedotin at an average DAR of four.
The conjugation process chosen involved a partial reduction of native disulfide to a TCEP to generate free thiols which were then conjugated to the maleimide functionalised toxin. This process was chosen as it is the most common process used in the currently approved ADCs.
Our approach to this project, and other process development projects, starts with a paper-based exercise where we design the process based on the target specification and our experience and knowledge of the antibody and toxin and conjugation process, and as a group we have over 35 years’ experience in the ADC field which enables us to do so.
At this stage we also highlight analytical methods which are required for the project, and we have a number of platform methods for these.
The first step of the project is then to test the reactive stages of the design process and evaluate our platform analytical method. Based on the outcome of this trial, the project can move in two directions. If the trial is successful and we hit our target specification ranges, the project moves into process optimisation. If the trial is unsuccessful, the next step would be to move into more extensive process development. At the end of process optimisation and development, the reaction stages of the process are fixed, and the scalability of the process assessed, and at this stage we would start to incorporate and evaluate any TFF or filtration steps within the process.
In parallel, we’re also looking at the control strategy for each of the process parameters and performing robustness studies to ensure these are suitable. Performing any support studies to aid transfer of methods and processes to QC and Manufacturing and performing any required analytical optimisation if our platform methods are shown to be unsuitable. After completing all of this work, the process is fixed prior to execution of the tox and GMP batches.
The process has five main stages. A reduction reaction, a conjugation reaction, a UF/DF purification, followed by formulation, and then a final filtration fill to give us our final bulk drug substance. At the start of the project, the focus is on the reactive stages of the process, and we have a scaled down model with G25 purification in place of TFF to evaluate these reactions on small scale. At this stage our key outputs are percentage monomer, average DAR, which for this particular ADC is determined by a HIC, and also the level of odd species in the HIC profile as this gives us an indication of the efficiency of the conjugation reaction.
For this particular process, the trial of the design process generated a conjugate which met all the required quality attributes. Target DAR achieved with very low levels of odd species and percentage monomer well above the 90% lower limit. The platform SEC and HIC methods were also found to be suitable. In the HIC profile on the left we observed all expected task species from zero to eight, good resolution observed between the peaks. In the SEC profile on the right, we observed a sharp uniform monomer peak.
As the trial was successful the project moved into process optimisation with a focus being on gaining a better understanding of reaction stoichiometries and kinetics starting with the reduction reaction. This slide shows the effect of TCEP equivalents on average DAR. in this type of conjugation process, TCEP equivalents is the most critical process parameter in controlling average DAR, so it’s important to have a good understanding on its effect on the process. The graph on the right shows the expected increase in linear correlation between TCEP equivalents and average DAR, and HIC overlay on the left shows the expected skew in DAR distribution from Low TCEP in blue to high in red. Using the equation generated by the graph, the exact TCEP equivalents required to achieve our target DAR was determined. As well as the TCEP equivalents at which the upper and lower ranges of the DAR specification highlighted in the graph in red are achieved, this information is helpful when determining the control strategy for this parameter. We also studied reaction time, in this experiment, we’re looking at two things. One, that our chosen reaction time was on a kinetic plateau, and we had a stable window of operation either side for manufacturing.
The second was the stability of the reduced intermediate. With some antibodies we have found this intermediate can be unstable and the thiols can re-oxidize leading to a drop in average DAR. In this instance the reduced mAb was found to be stable for up to four hours with no significant change in average DAR.
A similar set of experiments were performed on the conjugation reaction. This slide shows the effect of drug equivalents on average DAR in blue, and percent DAR one in green. In this experiment the aim was determine whether the drug equivalents used during the conjugation reaction could be reduced without impacting average DAR or percent DAR one. This is beneficial for two reasons. Firstly, it reduces raw material costs, and secondly it also reduces the amount of residual free toxins that need to be removed during the purification stage. In this study it was found that we could reduce the equivalents slightly from the six equivalents used in the designs process, without impacting average data. It is however important not to reduce toxin too far so that the process is on the edge of a failure point.
We also studied the conjugation kinetics and found that the chosen conjugation time of 45 minutes was on a kinetic plateau with a 35 minute window of stability either side.
Based on the process optimisation work, the conditions for the reduction and conjugation stages were fixed. At this point, a number of small-scale confirmation runs of fixed conditions were performed by multiple operators with individual reagent preparations to confirm the optimised process was performing as expected. The results of this is summarised in the table. The right hand column shows the average DAR, percent DAR zero, and percent monomer achieved for the optimised process. You can see we achieved our target DAR of four with monomer well above the 90 percent lower limit and 99.6 percent.
The next stage was to assess the scalability of the optimised reaction conditions. A gram scale model was used and the UF/DF and filtration stages added to the process and evaluated.
The key outputs for this study were the removal of residual toxin and solvent during the UF/DF stage, performance of the filtration stages, process scalability, and is product quality maintained throughout UF/DF and filtration steps.
A platform process for the UF/DF stage was implemented and there were 10 sampled and analysed throughout to map residual drug and solvent clearance. A total of 12 DVs were performed. Both drug and solvent were cleared below the upper specification limit marked in red on the graphs by DV4 and below limited quantification by DV8.
The data showed that the platform the UF/DF process was able to achieve the required level of free drug and solvent removal. The number of DVs could be reduced from 12 to 10 while still giving a higher safety factor.
There were two filtration stages added to the process. One post UF/DF purification, and the other after final formulation. The filtration stages were screened in real time and filter selection based on performance bias towards operator safety, with a one bar safety limit set. For both filtration stages, the pressure on the chosen filters remains below 0.2 bar throughout. This data was then used to size suitable filters for the tox and GMP batches.This table summarises the percentage monomer, average DAR, unconjugated antibody, residual toxin, and residual solvent values for the conjugates produced by the small scale process and two scale-up runs. The process was found to be both scalable and reproducible with consistent data achieved for all three runs. The conjugate generated from scale up run one was transferred to QC and used to generate an interim reference standard for method validation. The data generated by the two labs was also in good agreement.
In collaboration with QC and manufacturing teams, the control strategy for each process parameter was established. A DOE robustness study was then performed on a number of key process parameters to show the proposed control ranges were suitable. A two-level factorial design was chosen, parameter ranges set at least two times the proposed control range, creating a design space around the process. The key outputs for this study were average DAR, percent DAR one, and percent monomer.
This slide summarises the HIC analysis of theory study samples, an overlay of the HIC chromatograms for each reaction is shown at the top while the graphs at the bottom show the average DAR, and percent DAR one values achieved for each DOE run with the centre point reactions highlighted in blue.
Some variation in average DAR and percent DAR one was observed across the design space, but in all reactions the average DAR remained well within the specification range marked in red.
The percent monomer also remained well above the lower specification limit, with greater than 99 percent achieved in all reactions. This data shows the process is robust and the proposed parameter control ranges are sufficient to control both average DAR and percent monomer amount well within the required levels.
Additional support studies were also performed to aid process transfer to manufacturing and QC. We established acquired analytical methods and transferred those to QC, as well as supplying analytical samples required from method validation. Specifications for all process solutions were generated, and process buffer stability studies performed. Hold points were looked at, either intentional due to scheduling or possibly unexpected hold points, raw material comparisons and mixing studies. In conclusion, a process for the production of HuMax-Tac vcE was developed which was shown to be robust and scalable, and generated an ADC which met all required specifications. Process and associated analytical methods were successfully transferred to manufacturing and QC teams, which Paulius will demonstrate in his section of the presentation.
This process development approach has been successfully utilised on a number of projects and process chemistries with processes successfully tech transferred to external CMOs. The DOE approach to parameter screening and robustness studies has also been implemented on process characterisation projects, to define process acceptable ranges to support BLA submissions, one of such projects including Zynlonta.
Thank you, Stephanie. I’d now like to hand over to Paulius to discuss the analytical and validation elements of this project.
Hello everyone. I’m Paulius Milasauskas, and I’m a Senior KC QC Analytical Scientist here at Sterling. Today I would like to talk to you about the analytical development and validation side of our project.
Our involvement as QC started when a tech transfer was initiated between us and our colleagues in process development, where these methods were transferred and where, as Steph mentioned, we concluded a successful transfer after comparing the data between the two labs. But an ADC cannot be released just by using these methods alone.
We had to introduce a few additional methods as listed from the example of the acceptance criteria, which was used to release our GMP exemplar batches. The specifications covered all the relevant aspects of biologics such as quality, safety, strength, potency, and the main impurities related to the process. Some of the methods were pharmacopoeial, some of them were transferred from PD, and some of them were developed in QC. And I would like to talk to you about a few of the product specific analytical methods, specifically the HIC and the cell killing or potency assay.
But before I do that, I would like to go through a typical method validation approach we use in Deeside. There are several possible starting points for establishing analytical methods, but they are all driven by the analytical requirements for each specific project as shown in this schematic. One of them is a transfer of a client method, but in this case as this was an internal project, we didn’t have a real client and this approach was not used. The second approach is to use a platform method established in the company and to optimise them specifically for the candidate ADC. We use this route for HIC methods and I’ll explain more about how we optimised it shortly.
The third is to develop a suitable method de novo, starting with method feasibility and development throughout optimisation. This route was taken for the cell killing assay. After the methods have been optimised, they are then validated. After formal QA review, the method is issued and trained out to the QC team.
As mentioned before, I’ll be covering two different methods where we had a different method development approach but had the same validation strategy, where additionally to the phase appropriate validation criteria tested, we introduced the specificity, stability, and robustness checks in an effort to make sure that methods were not only suitable for release testing but also could be used for stability.
This is the summary of all the optimisation that went into the HIC method prior to it being validated, where the most notable changes were done to the sample preparation and load and where a wash cycle was introduced. Even with the platform method, there is a requirement to check suitability of the method and often to make some minor adjustments to make the method meet all of the validation criteria. Steph has already shown that the platform HIC method was capable of detecting changes in average DAR and had good resolution when it came to distinguishing between the different DAR species.
During the optimisation activities, we looked at varying the protein load at various different detection wavelengths. What we found was that using Q14 nanometres was the optimal wavelength, as using any other wavelength where the vedotin has absorbance tends to skew the percent area for the higher drug load species and this phenomenon of drug absorbance has to be carefully considered as many toxin linkers have an absorbance in the 250 and 350 nanometre range. This can falsely attribute to the inherent method variation. So we’ve introduced a one-to-one sample dilution with mobile phase A to prevent unconjugated mAb breakthrough at the upper end of the qualified loading range which was observed at 280 nanometres.
After we concluded the optimisation of the HIC by including a cleaning cycle to stop any carryover of the high DAR species, we moved on to validation where by assessing the precision, accuracy, and linearity, and because we did our optimisation of protein load at various different wavelengths, we’ve concluded that from 50 to 150 percent of the nominal load we were getting a consistent average DAR values. That is also evident by the peak area linearity for all DAR species, even the least abundant ones such as DAR8.
Here we have a summary table of all of the different characteristics that we’ve validated the HIC method for.
Next, an example of a test method where a full development study was carried out the cell killing assay or potency assay. It is not considered possible to have a platform cell killing assay given the variability in cell lines, how different toxins will affect the required dilution range and incubation times. So we started off by developing a cell bank of CD25 expresses, which helped us gather more information on the doubling times and with the prior knowledge of mode of action of the toxin in question we had a good starting point on the cell incubation time and the readout mode. Thus, a basic assay format was developed after successfully introducing a cell bank.
Next, a range finding experiment was run. This plot shows one such experiment where a single cell density confluence level was selected, and we also looked at different incubation times. Where the main factors we looked at was how different seeding cell densities together with incubation time have an effect on signal to noise. The quality of our 4 PL fit and how does the transition to the linear platform look like.
After we developed a working potency assay specifically designed for our ADC, we moved on to validation. During which we looked at how the same concentration of ADC with different average DAR values have an impact on the relative potency. The assay proved to be sensitive enough to indicate the changes of average DAR and could be used to make more informed decisions when used together with other DAR sensitive methods such as HIC. This experiment was carried out as it’s not uncommon for average DAR to vary, and we wanted to make sure that we are in control, and we are aware if this happens.
The other important aspect to look at when validating a cell-based assay, is to make sure that the response recorded is linear, accurate, and precise all throughout the established range and we see just that from this linearity data where a linear dose response curve was achieved in the 50 to 200 percent nominal load range.
Again, the assay was not just validated for accuracy, precision, and linearity, but it was also validated against additional characteristics such as specificity, stability, robustness, and we are using it for our stability studies.
Finally, I’d like to talk about the consistency of the product when scaled up from lab to GMP.
I’d like to apologise for the small font, but this was the only way to fit all of the data generated for all of the scale up activities we performed for this project. Typically, this is more than we would generate for a project, but we decided to test all of the bottles filled for both tox and GMP runs to be a hundred and ten percent confident that we are in control of the process, such as mixing to homogeneity following formulation, during filling and sampling. The data is incredibly consistent all throughout the six key process runs from process fix at gram scale through to tox batches executed in development and scaled down equipment and for the three GMP batches. To stress the consistency, this data set covers a 50-fold scale up across several months with process executed in different labs by different teams, using similar but not identical equipment and it also captures multiple lots of critical raw materials. Such as TCEP and all inherent variability in process solution preparation. We not only kept the CQA consistent, but also kept to the safety aspect of the process by not introducing any endotoxin or bioburden, which could be viewed as a challenge when moving between scales, labs, and equipment.
To move away from the small font, I’ll show some overlaid results from the key quality indicating analytical methods. First off is the average DAR and the unconjugated map as we can see no changes throughout.
Next the potency data. Although the specification was wide, we still kept to a hundred plus/minus 10 percent of the relative potency all throughout the scale up. The main concern with any scale up is introduction of aggregation and as we can see the aggregate amount was kept below 0.5 percent and the monomer amount was above 99.5 percent.
Also, as evident from the lack of change to the charge profile of the product as seen here.
To summarise the previous comparability results, a summary table. This just shows that the process design and associated control strategy were both well developed and executed.
To summarise my part, we have validated the back of analytical methods, we performed a successful scale up from lab through tox to GMP manufacturing without introducing any changes to the product, and we had an average QC release time of four weeks for all three batches. Currently we are carrying out a stability study on the final GMP batch, and in the near future we will be looking to offer our analytical services.
Thank you Paulius and Stephanie for that talk. I shall now do a conclusion around the presentation today. So just to summarise, the team here have over 10 years ADC experience in R&D, pre-clinical and clinical ADC processes, over 60 ADC clients from small academic groups to large pharma we have supported with their projects, 12 of those have been clinical processes transferred externally into GMP for external CMOs. Obviously, we plan to be able to have that facility going forward of GMP manufacture. The process analytical development has underpinned multiple clinical ADC projects for clients. The Deeside site is now part of the Sterling network, which is rapidly growing, over 800 employees. And on this site here, since the Sterling acquisition, we’ve grown the site from 30 to around about 60 by end of this financial year in 2023.
So this year and going forward, we’ve obviously now funded and successfully executed a full scale up run with these lab trials tox slots, three full GMP batches and QP released, and that has been submitted to the MHRA and hopefully we will have a license for you very soon to offer GMP manufacture. We’ve done full analytical method development and qualification for this material, and as a consequence to that, or as a planned outcome from that, we can now offer GMP analytical services to the marketplace as well as a stand-alone service offering.
Moving forward, we are currently looking to integrate Sterling type potency capabilities into the development and manufacture of high potency small molecules to support linker toxin manufacture as well. Particularly in our Germantown facility we will be able to offer that as a service to our clients.
I’d like to conclude the talk here and finish with a picture of the team here, we celebrated earlier this year one year with the Sterling family in April 2022 and we’re looking forward to the future. It’s a high growth industry and we’ll be happy to discuss with you any enquiries you may have.
If you’d like to discuss this further, please look at our website or email enquiries@sterlingpsl.com, and we look forward to talking to you in the future.
Related Content

ADCs

ADC Analytical Services

ADC Development